1-805-484-2992
Quotes - Engineering - Sales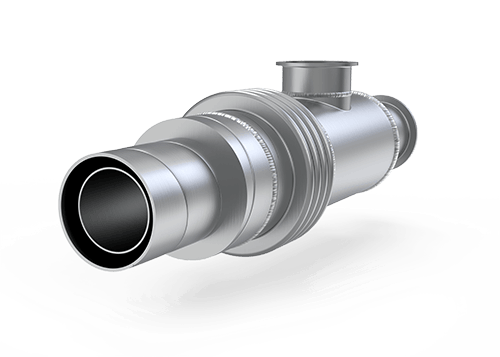

Tube-in-Tube Heat Exchanger Applications
Standard & Custom Coaxial Heat Transfer Equipment
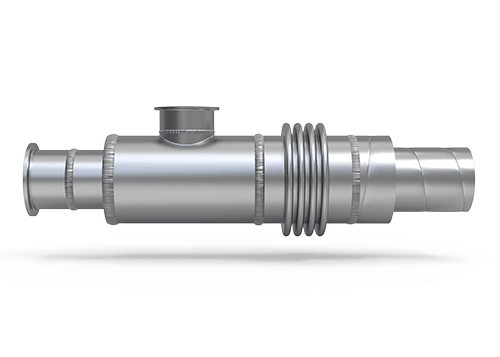
Tube-in-tube heat exchangers are valued for their simple, hygienic design and gentle product handling. Using a concentric tube configuration, these exchangers provide efficient heat transfer while minimizing shear, making them ideal for sanitary, industrial, and particulate-laden applications. Their cleanable geometry supports CIP and SIP processes while maintaining compliance with demanding industry standards.
- Heating & Cooling: Ideal for controlled temperature changes in liquids, slurries, and viscous products.
- Pasteurization: Gentle thermal treatment for dairy, beverage, and food products with particulates.
- Clean-in-Place (CIP): Smooth internal surfaces and full drainability support effective cleaning cycles.
- Sanitary Processing: Designed to meet hygienic standards such as 3-A with optional electropolishing.
- Particulate Products: Coaxial flow path reduces plugging and product damage.
- Industrial Fluids: Reliable performance for oils, chemicals, and thermal fluids.
Tube-in-Tube
Single & Multi-Pass Designs
- Gentle Product Handling
- Full CIP / SIP Capability
- Custom Lengths & Diameters

Connections & Materials
Sanitary & Industrial Options
- Tri-Clamp, Flanged, Threaded
- 316L, 304, Alloy Materials
- Polished & Electropolished Finishes

Focused Tube-in-Tube Expertise
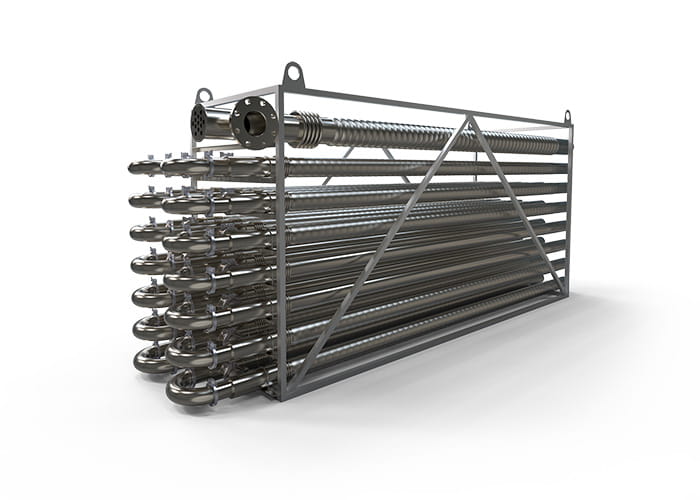
Since our inception, we have specialized exclusively in tube-in-tube heat exchanger technology. This focused approach allows us to deliver highly optimized coaxial solutions tailored to your exact thermal, sanitary, and mechanical requirements.
Tube-in-tube exchangers are prized for their simplicity, reliability, and cleanability. Whether used in food and beverage processing, pharmaceuticals, or industrial applications, these systems offer predictable performance with minimal maintenance. Their straight-through design supports CIP and SIP while reducing pressure drop and fouling risks.
We offer both standard configurations and fully custom-engineered tube-in-tube exchangers. From material selection and surface finish to connection type and thermal sizing, our engineering team supports you through every phase of your project to ensure long-term performance and compliance.
